������Ó��ϵ�y�������ĥ�p���g��Ó��ϵ�y���C�M�Ŀɿ��ԺͰ�ȫ�Ծ��ИO��Ӱ푡�Ŀǰ�ձ���õ���ĥ����ʩ���������ڲ��ϱ����|����ʩ���|����ԭ������_�ѡ��İ����_ˢĥ�p��Ó�䡢��Һ�B©�Ȇ��}��
1����������Ó��ϵ�y�����⡢�{Һ������һ���ĸ��g�ԣ����Ҫ����r���Ͼ��Ѓ��������g���ܡ�
����2����Ó��ϵ�y���O���\��ͣ�C�r���ض���߿��_120�桫150�治�ȣ����Ҫ���O����r���Ͼ��Ѓ������͜��Ժ���ˮ�ԡ�
����3�����ڝ{Һѭ�hϵ�y�к����s�|�w���ȣ����|�������ӣ��_ˢ�O�䣬���O�����ĥ�p�����g�ȣ����ͨ���ڹܵ��ȱ���һ����ĥ�ӡ�
����4�����ڽ��|�������ӣ������Ϯa���O��ļ������͉��������Ҫ����Ͼ��ИO�ߵı��w���ȣ����c���ľ������õĽY�Ϗ��ȡ�
�����@Щ�l���C����һ��Ŀǰ�O���ЮaƷ��ͬ�r�M�㡣��ꖰٵ��zճ���S�����͑�������Ϣ���������������Y��һ����֮��Ч��ʩ����ˇ��
һ������̎����
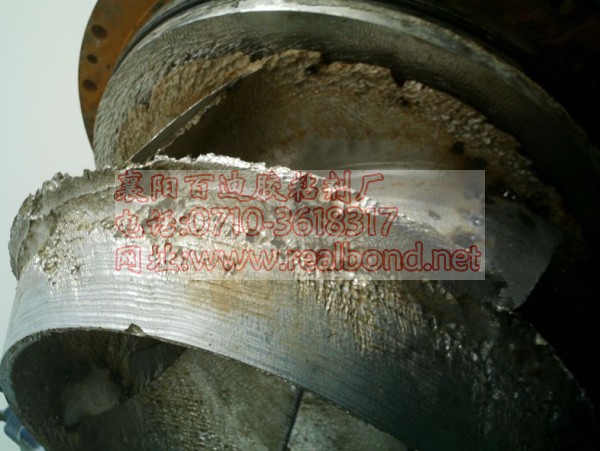
��������������ı�����P�g���۹����s�|�����M�Ї�ɰ����ĥ�ȴֻ�̎����ʹʩ����λ����������o�ۣ����_�������ճ��Ч����
�����Ƃ��ߜ����gͿ�ӵ�Ϳ��
�������|����4��1��BD427�ߜ����gͿ����Ͼ���ͿĨ�ڴ��ޏͲ�λ����ʮ�ֽ���ͿĨ�ɱ飬�z�Ӻ����0.3mm���ˡ�Ȼ�����z�ӱ���ճ�Nһ�Ӳ����w�S�����ڲ����w�S������ٰ�ʮ�ֽ���ͿĨ�Ɍ�BD427�ߜ����gͿ�ӡ�Ȼ������BD427�z�ӱ���ճ�Nһ�Ӳ����w�S�����ڲ����w�S�������ͿĨ�Ɍ�BD427�ߜ����gͿ�����������z�ӃɌӲ��w���������2mm���ң�
1.ÿ�����z�����^2kg���ˣ���õ��z��30min�����꣬�����z�̻�������M��
2.��ϕrһ��Ҫ��Ͼ���ͿĨ�r�z��Ҫ������������ښ��ݣ�����z�̻�����ڿ���
3.�ضȵ͕r��BD427ճ�ȸߣ������Ȍ�A�M�ֆΪ�ˮԡ�ӟή��ճ�ȡ�
4.BD427�ߜ����g���a����߃�����ճ�ӏ��Ⱥ��ߜ����g���ܡ������w�S���������z�ӵķ��_�����ܣ�����һЩĥ�p���g�^�p���͜�Ҫ���^�Ͳ�λ��Ҳ���Բ���ճ�N�����w�S����
�����Ƃ��ߜ��[Ƭ���gͿ�ӣ�
�������ڶ���BD427�ߜ����gͿ�ӳ����̻���һ��Ҫ��BD427�z����ȫ�̻�֮ǰ����BD428�ߜ��[Ƭ���gͿ�Ӱ��|����4:1��Ͼ���Ϳ����BD427�z�����棬�z��Ҫ��һ��������������F�������z�Ӻ����3mm���ң�
1.ÿ�����z�����^2kg���ˣ���õ��z��30min�����꣬�����z�̻�������M��
2.��ϕrһ��Ҫ��Ͼ���ͿĨ�r�z��Ҫ������
3.�ضȵ͕r��BD428ճ�ȸߣ������Ȍ�A�M�ֆΪ�ˮԡ�ӟή��ճ�ȡ�
4.BD428�ߜ��[Ƭ���gͿ�����ИO�䃞�����ߜغ����g���ܣ��������g��Ҫ���^�͵IJ�λ�����Բ���BD428�ߜ��[Ƭ���gͿ�ӣ����ڸ��g�ԘO����ز�λ���矟�����������Ȳ�λ���˲��E����ȱ�١�
�ġ��Ƃ��ߜ���ĥͿ����
������BD428�ߜ��[Ƭ���gͿ�ӳ����̻��������ӹ�Ϳһ��BD727�ߜ�С�w����ĥͿ��.(���3mm���ҡ�
����BD727�ߜ�С�w����ĥͿ���z�������õ����g���ܣ��������ߜغ���ĥ�p���ܡ��ڝ{Һѭ�hϵ�y�У�ĥ�p�����g�^����أ�����ڝ{Һѭ�hϵ�y�д˲��E�ز����٣��ڟ�������������ĥ�p�^�p��λ�˲��E���пɟo��
�塢ˢͿ��Ϳ:
����������BD727�ߜ�С�w����ĥͿ��������ˢͿһ��BD427�ߜ����gͿ�������z.
�������zƯ�����⻬�����Ԝp�ٝ{Һ�c���ϵ�Ħ����������ʹ�É�����
�����̻���
������BD427�ߜ����gͿ����ȫ�̻�����24С�r��������Ͷ��ʹ�á�
ע����헣�
�������ضȵ���15�ȕr��Ϳ�ӹ̻������̻�����ȫ��������Ϳ�ӳ����̻����õ��u����늟��L���ֶμӟᵽ60��80�汣��2��С�r��
����������ԭ����ĥ�����r��粣����r����z�r��ȣ�����e�Ɠp���ޏͣ�Ҳ�ɲ��������ޏ�ˇ������СС��e�Ɠp���ޏͣ����x����ꖰٵ��zճ���S���a��BD436�ߜ��r�z���a����BD436�ߜ��r�z���a���������õ��͜��ԡ���ˮ�ԡ����ϻ��ԡ����g�ԡ���ĥ�ԣ������c�����ι�ճ����һ��
�����Ȍ����z�r���Ɠp̎���������z������䓡��P�g���s�|�����Ƀ���ʹ���S��λ¶�����r�Ľ��ٻ��ģ�����������_�������ճ��Ч����Ȼ���|����4��1��BD436�r�z���a��A��B�M�ֻ�Ͼ�����ϺõIJ�������ͿĨ�ڴ���λ���z��Ҫ������ʹ֮�c���ij�ֽ������z���б�����F������BD436�r�z���a����ȫ�̻�����24С�r��������Ͷ��ʹ�á��ضȵ���15�ȕr���z�ӹ̻������̻�����ȫ���������z�ӳ����̻����õ��u����늟��L���ֶμӟᵽ60-80�ȱ���2��С�r��